双玻光伏组件在预期使用条件下正以惊人速率发生低能量玻璃破裂。VDE Americas的David Devir深入探讨了当今超大尺寸光伏组件玻璃问题的根源,并探讨行业如何通过工程手段重获可靠性。
太阳能行业凭借持续降低在运光伏电站成本的能力,创造了一个具有全球意义的集体成功案例。2024年,全球太阳能市场新增约600GW光伏电力容量,累计全球容量超过2.2TW。太阳能连续第三年成为全球新增电力容量的最大来源。

美国国家可再生能源实验室(NREL)的科学家与研究人员,包括Timothy Silverman和Elizabeth Palmiotti,正在研究双玻光伏组件的早期失效问题。图片来源:Agata Bogucka, NREL。
遗憾的是,市场增长与组件成本曲线并不能反映全貌。一方面,太阳能开发和部署的指数级增长是实现电气化和脱碳战略的基础,这些战略旨在保障有价值的未来。另一方面,人们在技术尽职调查领域持续发现证据,表明行业根基正在出现裂痕。
光伏组件玻璃破损一直是已投产太阳能项目中可观察到的故障模式。然而近年来,太阳能玻璃破裂的性质和原因发生了令人警惕的变化。鉴于全球市场规模不断扩大,日益上升的太阳能玻璃故障率可能成为制造商、开发商、业主、保险公司和投资者面临的重大可靠性问题。
为帮助相关方缓解过早出现现场故障的威胁,本文探讨了可能导致太阳能玻璃破损报告增多的市场、技术和测试相关趋势。同时分析了通过全行业协同响应来遏制这一多层面问题,防止信心危机发生的可能途径。但首先,我们将简要回顾主要发生在双面双玻光伏组件上的故障模式的近期症状与证据。
低能量玻璃破裂现象加剧
现实中运行太阳能电站中的玻璃破裂并非新现象——就其本身而言,未必需要过度担忧。与铝等高延展性材料不同,玻璃在发生机械故障前无法承受显著的塑性变形。当玻璃变形超出其恢复原状的能力时,就会在外部应力作用点或内部存在强度限制缺陷处发生破裂。
正如运维技术人员和取证调查人员了解的那样,光伏组件始终存在脆性断裂的风险。过去数十年间,通过分析断裂模式和故障分布,太阳能电站现场玻璃破损的根本原因通常显而易见。
源自组件夹具处的规律性破损可能反映安装过程中的施工失误,而背板侧的组件损伤则可能指向割草作业期间的杂物撞击。故障分布图可识别与地形相关的问题(如桩基沉降),而与恶劣天气事件对应的时间关联则可能将根本原因指向风、雪或冰雹。
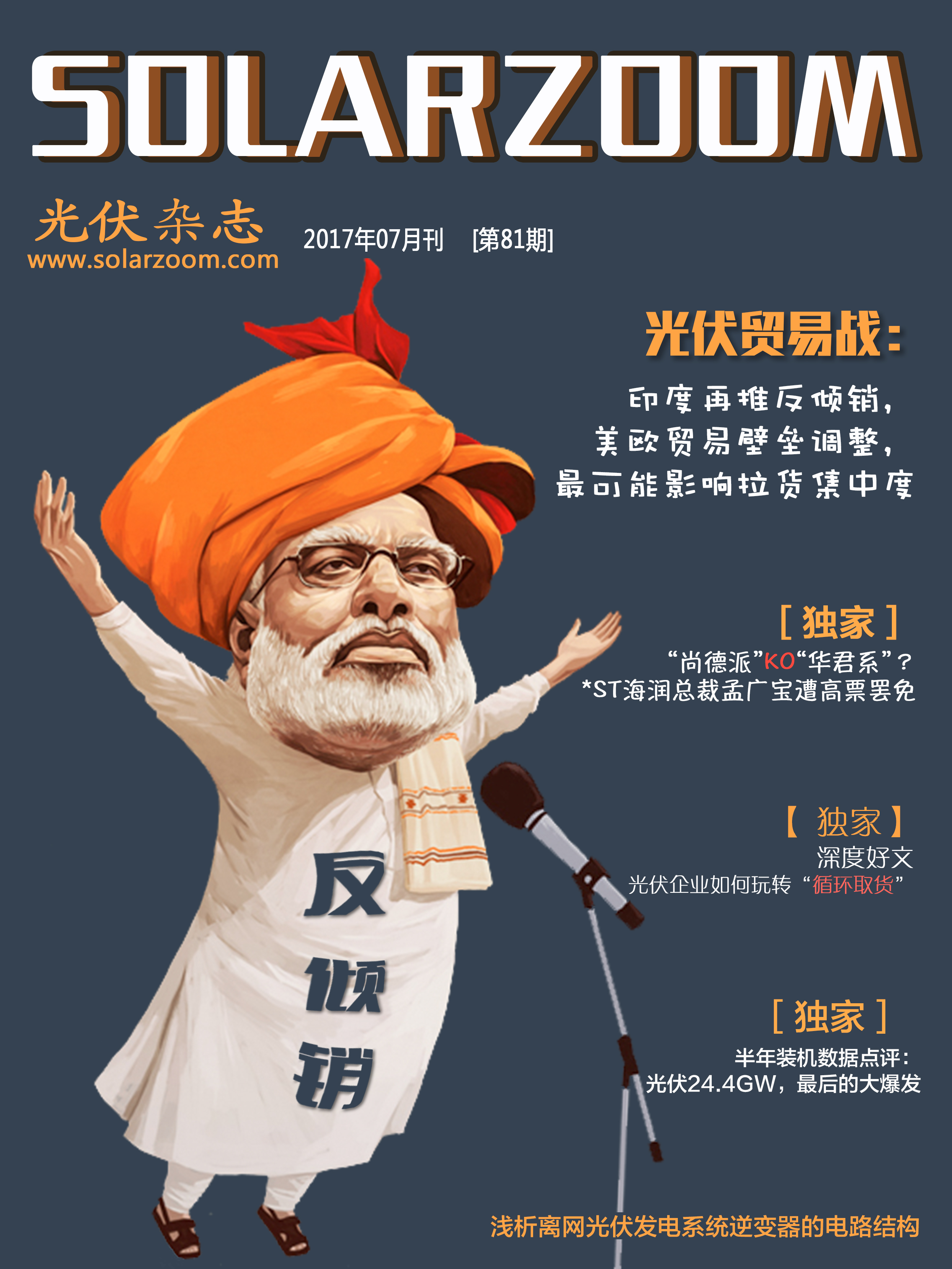
图1:现场观测到的低能量玻璃破裂模式示例。图片来源:VDE Americas。
近年来太阳能玻璃破损的一个显著变化是低能量断裂模式的出现,如图1所示。在二十一世纪前二十年初,光伏组件玻璃故障通常具有灾难性特征,导致形成多分支裂纹图案。典型的高能量玻璃破损模式以放射状和同心圆状裂痕为特征,可清晰显示断裂起源。与高能量冲击导致的粉碎性破裂不同,低能量玻璃断裂模式往往很少或完全没有次级分支。因此,现场目视检查可能无法识别引发低能量断裂的具体外力作用。
虽然未经专业训练的人员可能难以立即识别低能量断裂的根本原因,但这类断裂并非真正的自发现象。汽车灯具制造商Osram-Sylvania公司在康宁公司的协助与指导下,分析玻璃低能量断裂的根本原因。在所有案例中,我们的调查均在断裂起源处发现了某些与制造相关的玻璃缺陷——通常是空穴、夹杂物或边缘瑕疵。
光伏系统的玻璃破裂率
来自全球各地的实地报告与日益增多的公开科学数据,共同印证了一个潜在的系统性问题——其特征表现为难以解释的玻璃破损现象。
美国国家可再生能源实验室(NREL)在2024年11月发布的技术报告中指出:[1]"过去几年间,我们的团队在全球多座光伏电站发现,组件玻璃在无明确诱因情况下发生破裂。与形成数百条裂纹将玻璃分割成碎片的现象不同,这类破损仅产生少量大型裂纹。这些裂纹通常无明确起源,且往往与恶劣天气或撞击事件无关。"
至少有一家研究机构已持续记录到现场低能量玻璃破裂案例。[2]具体而言,圣克拉拉联邦大学太阳能战略研究组(Fotovoltaica UFSC)在巴西南部建有配有精密仪器的双面光伏组件测试基地。该试点项目装机容量约100kW,部署了158块大尺寸(约3平方米)双玻光伏组件,分别安装在五套单轴跟踪系统与一套固定支架系统上。
自2022年7月项目投运以来,Fotovoltaica UFSC研究人员持续记录现场玻璃破裂频率、分布规律及形态特征,并同步收集气象数据。根据2023年3月发布的展板数据,低能量玻璃破裂的平均发生速率为每月约14块组件。在八个月观测期内,研究人员发现158块组件中有83块(占比52.5%)出现玻璃裂纹,详见图2。
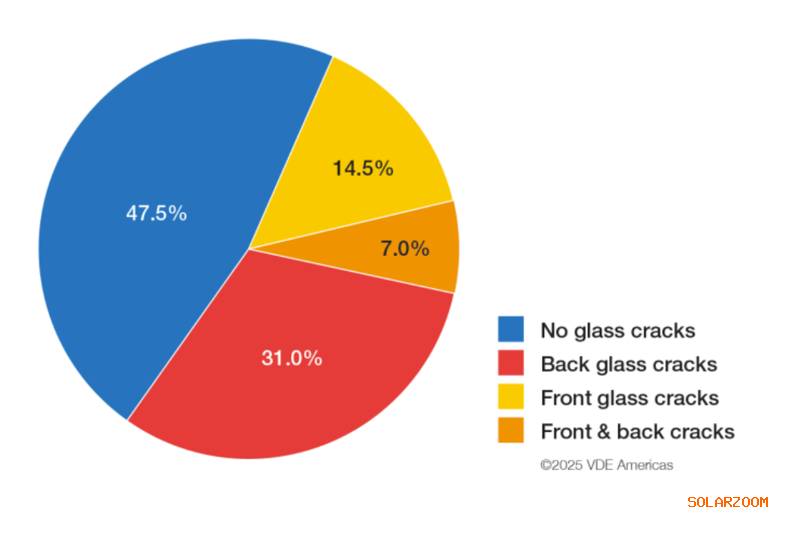
图2:Fotovoltaica UFSC双面组件试验基地的玻璃破裂率。图片来源:VDE Americas。
在2022年以来投产的大尺寸双面光伏组件总量中,Fotovoltaica UFSC的玻璃破裂率可能属于异常值,尽管如此,DNV 2024年发布的白皮书记录显示,某亚太地区采用跟踪支架的双面光伏项目背面玻璃破损率超过15%。在该案例中,取证调查人员发现中等风速与中型双面组件(约2平方米)的玻璃破裂存在关联性。[3]
虽然业主和制造商通常不会公开具体项目或产品的详细信息,但在光伏可靠性研讨会或运维会议上,现场组件玻璃破裂率达到2%、5%甚至10%的案例屡见不鲜。
假设某个采用600W双面光伏组件的100MW大型地面太阳能电站,若玻璃破裂率达到2%,最终需要更换3,333块组件,相当于五个40英尺集装箱的替换组件量。对项目的运营支出和预期现金流而言,这无疑是沉重打击。
赢得价格竞赛的代价
翻阅尽职调查机构关于现代双玻组件自发性玻璃破裂的技术报告时,人们不禁想起这句告诫:"当心你许下的愿望"。2011年,美国能源部启动SunShot倡议,设定了到2020年底将太阳能总成本降低75%的目标。美国大型地面太阳能领域在2017年就实现了这一目标,比原计划提前三年。[4]
全球市场也呈现类似趋势。根据国际可再生能源机构发布的年度报告,2010至2019十年间,大型地面太阳能电站的平准化度电成本(LCOE)下降了82%。[5]尽管过去五年受通胀压力影响,全球电价普遍上涨,但目前大型地面太阳能的度电成本仍低于其他任何发电方式。[6]
为了在能源价格竞争中赢得底线,太阳能行业不得不随时随地利用规模经济和降本机遇——同时不断提高功率、效率和特定发电量(kWh/kW)的标准。好消息是,行业在上述各方面基本达到或超出了预期,但坏消息是,实现这些成本节约的代价是,有些光伏电站的组件已承受接近临界点的应力。
超大尺寸玻璃与更轻量化结构
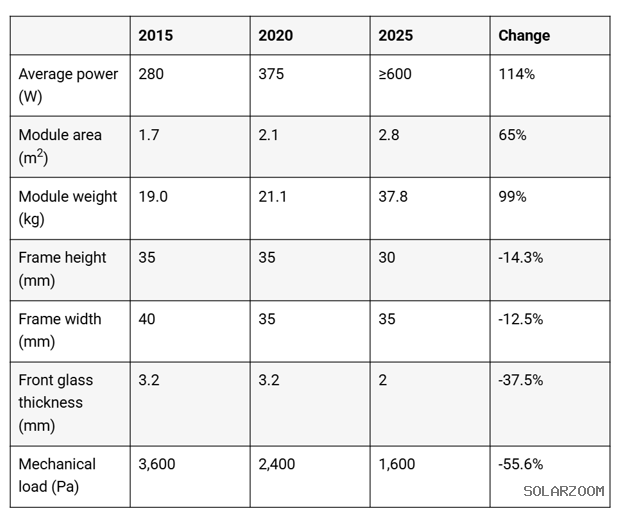
自2015年以来,用于大型地面的典型晶硅光伏组件的功率输出、总面积及重量分别增长了约114%、65%和99%。与此同时,铝边框高度、正面玻璃厚度及机械载荷规格分别下降了超过14%、37%和55%。
换言之,随着大型地面光伏组件尺寸与重量的增加,其结构强度反而减弱。这些电气、物理与结构层面的趋势在下表中显而易见。
超大尺寸光伏组件(约3平方米)发展趋势的最终结果总体是积极的,因为更大尺寸的高效组件能提升发电量,同时降低平准化度电成本。组件总数的减少通过降低支撑结构数量、机电连接点以及电缆用量,实现了材料与人工成本的节约,并缩短了安装工时。尽管这些技术趋势带来了显著的下游成本节约,但它们未必有利于系统的耐久性与韧性。
工程总承包企业正在将尺寸更大、结构更脆弱的组件集成到单轴跟踪支架平台上,这些平台的面积往往比以往更大。为最大限度降低前期资本支出,工程师们不遗余力地从支撑结构中移除所有非必要的结构材料。与此同时,领先的跟踪支架制造商开发了冰雹防御策略,即通过将组件倾角调整到最大可能角度(某些案例中高达75°或77°)来减少冰雹冲击,但这一调整反而增加了组件所受风荷载。
与早期光伏电站设计相比,超大尺寸组件和跟踪支架平台的应用使结构系统承受更高的载荷与应力。同时,边框型材与尺寸的变化意味着,如今更短更窄的梁体需要支撑更大的受风面积。此外,项目参与方有意采用最短、最薄的导轨来实现扭矩管与组件间的机械连接——这种设计差异肉眼可见。
"这些组件间的相互作用正是'松软大组件'一词的由来,"NREL光伏可靠性与系统性能组负责人Theresa Barnes解释道,"组件实际上是一个完整系统,通常包含玻璃、外围边框和安装导轨。虽然玻璃始终是组件系统中的结构元件,但如今它可能承受着更大负荷——这或许是个隐患,因为我们同时削弱了玻璃的强度。"
玻璃封装与强化工艺
直至2020年,单面光伏产品设计仍占全球组件出货量的80%以上。如今双面技术已无处不在,尤其在大型地面应用中。根据国际能源署最新报告,在全球正在开发的大型地面光伏电站中,双面光伏组件的市场份额超过90%,而单轴跟踪支架则占据60%的市场份额。[7]
顾名思义,双面太阳能技术可从光伏电池或组件的正反两面捕获能量。尽管背面辐照度主要来自漫反射光,但这种额外能量捕获在大型地面应用中可带来约2-10%的双面增益(具体取决于地面反照率等因素)。将这些双面增益与相对固定支架设计通常15-20%的跟踪增益叠加,使得现代大型地面光伏电站在平均度电成本方面领先所有发电技术。
为顺应更大功率双面光伏产品的发展趋势,组件企业已普遍从玻璃+背板封装转向双玻设计,从而在控制重量与成本的同时,优化背面采光。2020年之前,制造商通常将单面电池封装在3.2毫米正面玻璃与不透明聚合物背板构成的夹层结构中。如今,双面组件制造商普遍采用2.0毫米玻璃作为前后面封装材料。
根据典型破裂模式,NREL研究人员指出,标准3.2毫米太阳能玻璃在功能上似乎达到全钢化安全玻璃的门槛,意味着其破裂后倾向于形成相对细小无害的碎片[1]。而在2.0毫米双玻产品中观察到的低能量断裂模式则表明,表面压缩强度有所下降。
"玻璃作为结构材料的特别之处在于,其强度主要属于外在属性,而非玻璃本身的固有特性,"拥有近175年历史的玻璃制造商康宁公司的可靠性科学高级研究经理James Webb解释道,"决定强度的关键因素在于制造商对玻璃表面的加工处理。热钢化工艺能提升抗压强度,从而抵御在制造流程、搬运过程或环境暴露中产生的表面缺陷——这些缺陷原本会限制玻璃的固有强度。"
在传统大规模制造流程中,太阳能玻璃制造商相对容易使3.2毫米玻璃产生温差,从而实现最低69兆帕的表面张力,满足ASTM C1048-18全钢化玻璃标准(如图3所示)。但对更薄玻璃实现同等强化水平则更具挑战性。
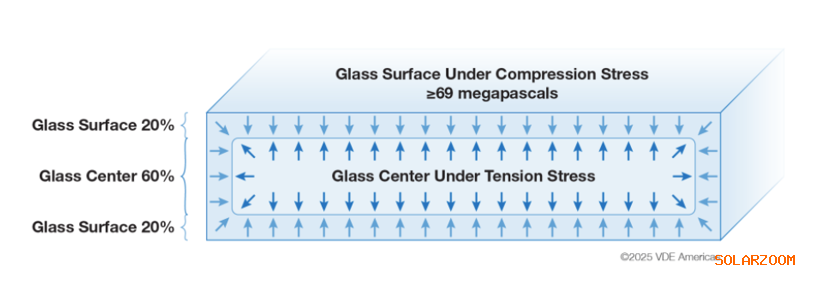
图3:符合ASTM C1048标准的钢化玻璃表面压缩应力。图片来源:VDE Americas。
虽然对更薄的2.0毫米玻璃进行全钢化在技术上是可行的,但其制造工艺控制窗口更窄,这意味着采购选择更为有限。随着玻璃厚度减小,需要更高的表面压缩应力才能达到特定强度阈值。此外,玻璃板材包含强度限制缺陷的概率随板材尺寸增大而增加。[8]
"玻璃的抗压强度并非二元属性,而是一个连续体,"Central Tension公司总裁兼首席技术官Mike Pilliod指出,"获得良好钢化效果的能力在2.6毫米左右存在临界点,当厚度接近2.0毫米时,开始触及全钢化玻璃的热钢化极限。对于铝材而言,常规制造偏差对基本材料特性影响甚微;但对于玻璃,必须拥有持续稳定的制造体系,任何工艺缺陷都会限制压缩应力。"
结构极限测试
同一块光伏组件因安装方式不同,可承受的设计载荷也不同。在采用垂直钢轨作为承重构件的最优支撑固定倾角配置中,光伏组件或能承受高达5,400帕的均布设计载荷;而在采用长悬臂与短中心轨的跟踪支架应用中,同一组件的承载能力可能降至1,600帕以下。
为适配这些不同的集成方案,国际电工委员会(IEC)针对地面光伏组件的IEC 61215-1:2021标准允许制造商声明特定安装方式对应的设计载荷。此项规定使得产品与系统设计师能够根据具体场址条件设计下部结构与基础,按需增减承载能力以抵御预期风荷载或雪荷载。
“在实验室环境中,我们会对制造商自行声明的设计载荷施加安全裕度,并以此作为机械载荷测试的基准,”VDE集团成员RETC(可再生能源测试中心)总裁兼首席执行官Cherif Kedir表示。“出于认证目的,我们采用特定现场硬件的组合方案,对一两个组件进行测试。若出现失效,跟踪支架制造商可调整方案重新测试——例如采用更长或更厚的导轨。通过这种迭代流程,最终能确定符合设计载荷要求的组件系统配置。”

图4:机械载荷测试导致的灾难性失效。图片来源:RETC。
遗憾的是,如本文图4所示,根据IEC认证标准对有限样本进行测试,几乎无法揭示商业产品在实际使用条件下可能发生的失效模式或过早老化现象。IEC 61215是安全标准,它是市场准入的最低门槛,并非长期可靠性指标。
"行业不应仅将IEC 61215作为可融资性的基础机械标准,"专精于结构技术尽职调查与故障根源分析的Azimuth Advisory Services咨询公司经理Frank Oudheusen指出,"若将成本压缩至仅符合IEC 61215标准的水平,通过该标准下的产品评估并不能保证系统能够承受单次飓风引发相关的上万次风荷载循环,更不用说遭遇第二次命名风暴或20年的野外暴露考验。
坦率地说,这样的标准所对应的系统设计,可能无法承受美国多数地区跟踪支架阵列末端预期的阵风压力。"
玻璃破坏性测试的价值
理解和预防现场太阳能玻璃破裂的最佳方法之一是在实验室进行更多玻璃破坏测试。这一点在当下尤为重要,因为基于IEC 61215的机械载荷测试无法复现大面积双玻光伏组件在现场出现的低能量玻璃破裂模式[9]。除非测试实验室能找到可靠复现这种故障模式的方法,否则要预防现场自发性玻璃破裂即便不是完全不可能,也将极为困难。
破坏性测试是Pilliod用以解析复杂断裂力学的主要工具之一。"作为玻璃可靠性工程师,我真正关注的是能提供统计代表性失效概率的测量系统。具体应用场景并不重要——无论是汽车玻璃、手机显示屏还是建筑玻璃,都是如此。如果你不进行玻璃破坏测试——不对具有代表性的样本数量进行破坏性测试——你就没有履行好可靠性工程师的职责。"
Pilliod解释说,通过/不通过测试模式的问题在于测试终止过早。"好吧,一个组件通过了测试。但为什么要停止?继续测试。找出样本的失效临界点。如果逐步增加施加载荷,并对足量样本进行破坏性测试,就能生成韦伯分布曲线,从而以较低不确定性绘制出特定产品或材料组合的玻璃失效概率。现在你可以叠加这些韦伯曲线进行对比——曲线是否重叠?如果不存在重叠,就能合理判定韧性存在统计显著性差异。"
鉴于玻璃破裂具有随机分布的概率特性,RETC及其姊妹公司VDE Americas近期推出了基于韦伯分析的冰雹破坏性测试项目。这项名为"冰雹韧性曲线测试"的方案使用校准空气炮,以逐步提升的速度和冲击能量发射渐增尺寸的冷冻冰球(模拟自然冰雹的实验室替代物),直至引发玻璃破裂。通过测试整托组件(约20个样本)而非仅一两个样本,该测试能为组件群提供稳健的韧性或脆弱性统计表征[10]。

图5:VDE集团旗下RETC实验室进行的动态机械载荷测试。图片来源:RETC。
这类破坏性测试方法——或许可采用图5所示的动态机械载荷测试开展——对于理解当今跟踪支架双面光伏系统中低能量玻璃破裂的概率同样具有重要价值。
"若制造商向某大型地面太阳能项目交付五十万块组件,由于制造工艺波动等因素,该批组件将包含多种应力分布状态,"Kedir指出,"每块玻璃因钢化工艺差异具有不同的应力分布,并存在不同的强度限制缺陷。在背板玻璃上钻孔会改变应力分布,层压与物料搬运流程也会影响应力分布。理解这些差异的唯一途径就是对更多样本进行破坏性测试。"
标准能否力挽狂澜?
虽然产品认证标准无疑为双玻光伏组件重新建立可靠性提供了可行路径,但技术委员会和工作组成员是否已形成足够共识来支持更严格的机械载荷测试仍存疑问。
跟踪支架系统在实际应用中承受着动态力与循环风荷载,但现行产品认证标准并未对制造商提出疲劳寿命要求。同样,现实中的风荷载与雪荷载本质上通常呈非均衡分布,而非均匀分布,但将非均衡载荷测试指南纳入IEC标准的提案至今未能走出委员会阶段。
对于专业钢制太阳能边框企业Origami Solar的工程副总裁Lauren Busby Asher而言,标准与现实间的持续脱节令人沮丧:"若组件制造商采用我们高强度钢制边框取代传统铝制边框,大型地面太阳能项目的结构强度与可靠性将显著提升。我们通过并行破坏性测试验证了该产品可实现更高的载荷等级与安全裕度。但现行认证标准却允许企业降低设计载荷等级,仅凭单块组件的测试结果便可宣告达标。"
Kedir认为标准不可能面面俱到:"总体而言,制定产品认证测试的工作组允许制造商在行业自律的前提下突破某些设计极限。如果标准组织能强制要求组件制造商进行工艺边界测试与破坏性测试,将对行业产生积极影响。但指望标准去规范所有可能的安装方式并不现实,因为技术委员会发布或更新标准往往需历时数年。"
归根结底,正是创新与量产之间的加速周期推动太阳能行业跨越平价上网门槛,成为新增电力容量的主导来源。这是一个敏捷的行业——相较于规范标准缓慢稳步的共识形成过程,其技术进步堪称日新月异。
提升可融资性门槛
太阳能玻璃破裂是由内外因素共同作用的概率性事件,其中诸多因素潜藏在显见现象之下。
例如,尽管组件尺寸的不断增大(如图6所示)使得钢化工艺控制变得愈发重要,但制造商大多仍将太阳能玻璃视为大宗商品,很少实施批次追溯管理。与此同时,取证分析证据显示,玻璃供应链至少在低能量玻璃破裂的扩散中扮演了重要角色。
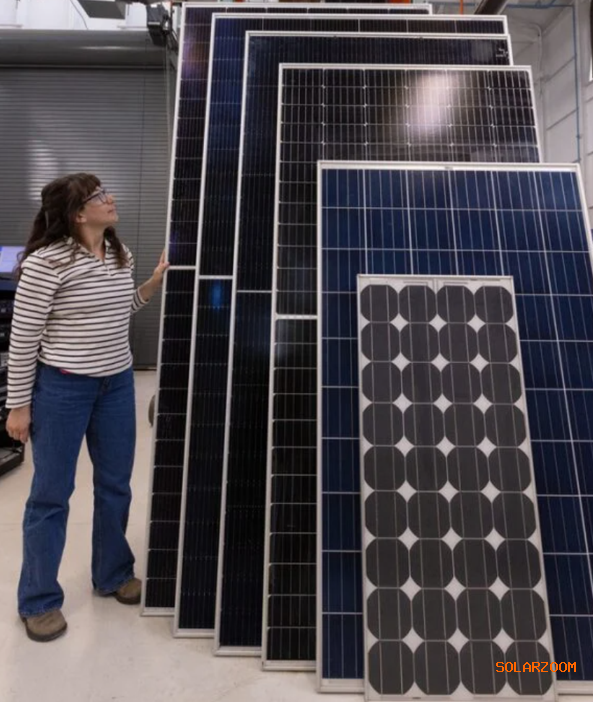
图6:NREL研究员Elizabeth Palmiotti正在协助界定玻璃故障问题的规模。图片来源:Agata Bogucka, NREL。
"某开发商近期向RETC提供了两个并列项目的数据,"Kedir叙述道,"虽然两个电站采用同一制造商的组件,但其中一处的裂纹数量比另一处高出一个数量级。对出现玻璃故障的组件进行测试后,我们发现75%的样本在设计载荷评级下便已失效。最终查明这两处并列项目的组件分别来自两条不同生产线,各自采用了不同玻璃供应商的产品。"
既然生产环节更换玻璃供应商会导致现场早期故障率出现数量级差异,为何这一变量未被纳入标准物料清单(BOM)验证流程?
从我这个负责降低大型大型地面太阳能项目风险的技术顾问视角来看,识别和采购可靠物料清单需要具备可追溯性、透明度和数据支撑。这正是独立工程师、业主工程师和咨询工程师用以确保投产项目能承受特定场址使用条件,同时优化投资回报的核心手段之一。
遏制当前早期故障问题阻碍未来发展需要集体行动,鉴于此,行业技术尽职调查群体的作用比以往任何时候都更加关键。可靠性工程师有责任协助组件与跟踪支架公司尽可能降低系统建造成本,但绝不能为了节约前期成本而推高运营支出。
科研机构与测试实验室有责任帮助行业参与者查明低能量玻璃破裂的根本原因,并开发能筛查现场故障模式的新测试流程。技术顾问有责任要求获取比组件数据表上"半钢化""热处理"等模糊描述更精确的数据。
在产业链更下游,系统开发商、业主运营商和工程总承包企业有责任依据科学与工程原理做出产品采购与部署决策。最后同样重要的是,项目融资方与保险公司有责任提升可融资性的最低门槛,并对符合或超越最佳实践的项目提供差异化条款。
 还没有人评论过,赶快抢沙发吧!
还没有人评论过,赶快抢沙发吧!