摘要:本文介绍一种背板和接线盒等离子扫描装置的自动化改造,可有效提高等离子扫描效果,保证产品质量;同时节省人工成本,提高产量,值得在光伏行业推广。
关键词: 等离子;自动化;太阳能电池背板;
一、 引言
等离子处理器应用于等离子清洗、刻蚀、等离子镀、等离子涂覆、等离子灰化和表面活化、改性等场合,通过其处理能够改善材料的润湿能力,增强粘合力、键合力,同时去除有机污染物、油污或油脂。在太阳能电池组件生产过程中为保证产品质量,达到技术要求规定,对太阳能组件所需材料背板、接线盒都要进行等离子处理,来保证粘接拉力符合标准。
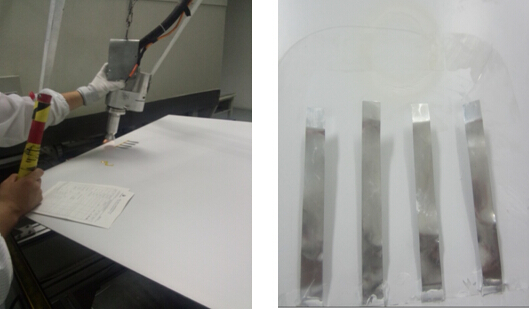
目前,光伏组件制造等离子处理以手动处理为主,既浪费时间,又耗费人工,且等离子枪头到背板的距离不能精确的控制,容易造成背板损伤(如图1)。
2.1背板等离子扫描自动化流水线改造
背板等离子自动化改造是将扫描装置的安装位置由现在的削边台上方改装到堆栈前流水线单元,控制方式由人工起动操作改为自动化控制,并与流水线对接实现组件到位后等离子处理机自动起动对组件粘贴接线盒区域进行等离子处理,驱动等离子处理机枪头在组件接线盒区域往复进给扫描处理,完成后自动进入堆栈进行存储。
具体流程如下:线体流水方向由左到右;产品从与上工位接合处流入,随输送拖链线一起被输送到机器人正下方;产品被阻挡位止动后输送拖链线停止输送;定位汽缸将产品顶紧并定位好;输送线PLC向机器人输出已完成定位信号,机器人收到定位信号后运行,对产品进行平面椭圆型轨迹,完成对产品表面的处理;轨迹运行后机器人输出已完成轨迹的信号给输送线PLC,输送线再次运行,将已处理表面的产品输送到下一个工位。
背板自动等离子扫描是通过西门子PLC200控制X轴和Y轴的步进电机,驱动等离子处理机枪头在背板的接线盒区域(面积为150*150MM)往复进给扫描。进给3次每次进给40MM,往复4次扫描,扫描长度为150MM。完成后回原点准备下次扫描。如图二所示。

接线盒主要作用是将太阳能电池产生的电力与外部线路连接。组件内的引出线与接线盒内的内部线路连接在一起,内部线路再与外部线缆相连接,使组件与外部线缆导通。接线盒与组件背板通过硅胶粘在一起。为提高组件和背板的粘结力,通常会对粘结处进行等离子处理。
接线盒等离子扫描改造是将现有的手动等离子处理改造为自动操作,如图三所示。高频等离子发生器通过柔性导管连接等离子枪头;等离子枪头安装在工作台上方设置的平滑轨道杆上,工作台上表面中间位置设置有纵向的条形工作件轨道;PC控制器连接手控开关、高频等离子发生器和工作台,基于单片机对X轴和Y轴轨迹设定,同步控制等离子枪头和工作台的工作件轨道,实现对接线盒的等离子扫描。

3.1 通过自动化改造,有效提高了等离子扫描效果:
(1)改造后等离子处理约44达因,优于手动扫描38达因,如图四所示。
(2)加大接线盒表面张力,从而加大接线盒与背板的粘结强度,接线盒承载拉力由110N增加为143N。
(3)对改造后所生产的组件进行干湿绝缘、防护等级、冷冻和湿热测试,均达到测试标准。
(4)通过机械定位加大等离子处理的精准性,减少背板烫伤类不良品。背板烫伤类不良品由改造前5块/月降低到0块/月,实现了背板烫伤类不良品的零制造。
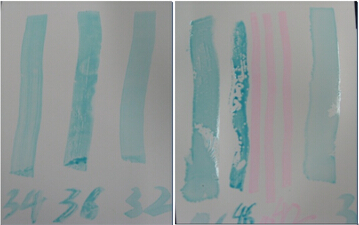
图四 等离子处理对比图
3.2通过自动化改造,达到了降本增效的效果:
(1)降本:减少人员配置2人(背板和接线盒自动化改造各减少一人),按每人每年工资5万元计算,可节约人员成本10万元
(2)增效:每日理论产量提升:111.8块,计算公式如下:
节约时间=1100(每日产量)*8(每块组件节约时间)=8800s
8800/3600=2.44(小时)
1100(每日产量)/24(小时)=45.8块/每小时
2.44(小时)*45.83(块/每小时)=111.8块
现场实际跟踪,通过数据对比,实际每日平均增加产出85块
四、结论
背板与等离子自动扫描改造通过增加生产流水线的自动化程度,缩减繁琐工序,缩减生产周期,实现了组件等离子处理的机械化操作,有效提高了等离子扫描效果;实施后,背板烫伤类不良品由改造前5块/月降低到0块/月,实现了背板烫伤类不良品的零制造;同时,每日增加产出85块,减少人员配备2人,值得在光伏行业推广。
文/王世崴;孙龙仁;权筛平;张鑫武;黄贤德;郑记红;王仕鹏;黄海燕;陆川
(酒泉正泰太阳能科技有限公司)
【版权声明】凡注明“SOLARZOOM光伏亿家”来源的文字、图片、图表与音频等资料,版权均属SOLARZOOM光伏亿家所有。任何媒体、 网站或个人未经本网协议授权不得全部或者部分转载、链接、转帖或以其他方式复制发布/发表。经本网许可后转载务必请注明 “SOLARZOOM光伏亿家”来源,违者本网将依法追究责任。
 还没有人评论过,赶快抢沙发吧!
还没有人评论过,赶快抢沙发吧!